ELECTRONIQUE 3D
L'ELECTRONIQUE FACILE ET AMUSANTE

Comment dessouder les composants électroniques
Apprendre à souder - dessouder les
composants electroniques
- Même les artistes de la soudure les plus accomplis semblent étonnamment maladroits lorsqu’il leur faut briller dans cette discipline. Ils optent pour la mauvaise approche, n’ont pas le tact et la patience requis et abîment, non seulement le composant qu’ils essaient de dessouder, mais aussi la platine.
Pomper ou aspirer ?
- La seule technique de dessoudage correcte consiste à enlever, en se donnant tout le temps nécessaire, toute la soudure qui solidarise chacune des broches d’un composant à la platine. On pourra utiliser à cet effet, un fer à dessouder, une pompe (à dessouder), voire de la tresse (à dessouder elle aussi). La pompe et le fer à dessouder paraissent, parmi les diverses options énumérées, les solutions les plus évidentes, mais la pratique nous a appris que cela n’est pas toujours le cas. Les pannes se bouchent trop facilement et l’aspiration de la soudure ne se passe pas toujours aussi bien qu’on le voudrait. Il faut, si l’on opte pour une pompe à dessouder, chauffer fortement la soudure (opération risquée), pour passer ensuite rapidement à la pompe sous peine de voir la soudure s’être resolidifiée. En conclusion : bien qu’elle puisse paraître être la méthode la plus primitive des 3 options ouvertes, l’utilisation de la tresse à dessouder est la technique que nous préférons, en règle générale, au laboratoire d’Elektor.
La tresse à dessouder:
- La tresse à dessouder est en fait, comme le dit son nom, constituée d’une tresse de fils de cuivre, enduits de fondant (un produit facilitant la fusion de l’alliage étain + plomb qu’est la soudure). Les interstices entre les fils aspirent la soudure, qui disparaît ainsi de l’endroit où l’on n’en veut plus. Elle est vendue sous la forme de petites bobines de quelques mètres (figure 1). Le mode d’emploi est enfantin. On se souviendra que la fluidité de la soudure est la meilleure lorsqu’elle est à bonne température. Ne pas utiliser, partant, de fer à souder de puissance trop faible et opter pour une température de 350 °C au moins. Il ne reste donc plus qu’à faire en sorte que la tresse à dessouder soit à une température supérieure à celle de l’emplacement de soudure sachant que l’étain s’écoulera vers l’endroit le plus chaud.
Voici comment procéder :
➧ Positionner un morceau de tresse à dessouder propre sur la soudure à défaire et poser le fer à souder sur la tresse.
➧ Appuyer avec une certaine force sur le fer à souder pour établir un bon contact thermique (figure 2). La soudure remonte par capilarité dans la tresse.
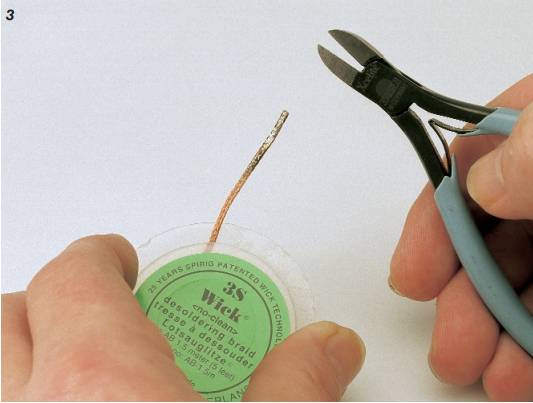
➧ Une fois qu’elle est saturée, la tresse à dessouder cesse, bien entendu sinon elle n’est pas saturée, d’aspirer la soudure. La couleur de la tresse passe de sa couleur cuivre d’origine à une couleur de plus en plus gris métallique au fur et à mesure qu’elle aspire plus de soudure (figure 3).
Il peut être nécessaire, si l’on veut obtenir un point de soudage bien propre. C’est-à-dire dans le cas présent, parfaitement débarrassée de toute trace de soudure– de devoir recommencer cette opération une seconde fois. La première étape consiste à enlever le plus de soudure possible.
Avec un peu d’entraînement il devient ensuite possible de faire glisser la tresse sous le fer tout en maintenant ce dernier à l’endroit où il se trouve. On élimine les dernières traces de soudure à l’aide d’un morceau de tresse tout neuf. Il peut également être nécessaire de rajouter un rien de soudure fraîche sur une vieille soudure pour faciliter la fusion du vieux point de soudure.
Pomper ou aspirer ?
- La seule technique de dessoudage correcte consiste à enlever, en se donnant tout le temps nécessaire, toute la soudure qui solidarise chacune des broches d’un composant à la platine. On pourra utiliser à cet effet, un fer à dessouder, une pompe (à dessouder), voire de la tresse (à dessouder elle aussi). La pompe et le fer à dessouder paraissent, parmi les diverses options énumérées, les solutions les plus évidentes, mais la pratique nous a appris que cela n’est pas toujours le cas. Les pannes se bouchent trop facilement et l’aspiration de la soudure ne se passe pas toujours aussi bien qu’on le voudrait. Il faut, si l’on opte pour une pompe à dessouder, chauffer fortement la soudure (opération risquée), pour passer ensuite rapidement à la pompe sous peine de voir la soudure s’être resolidifiée. En conclusion : bien qu’elle puisse paraître être la méthode la plus primitive des 3 options ouvertes, l’utilisation de la tresse à dessouder est la technique que nous préférons, en règle générale, au laboratoire d’Elektor.
La tresse à dessouder:
- La tresse à dessouder est en fait, comme le dit son nom, constituée d’une tresse de fils de cuivre, enduits de fondant (un produit facilitant la fusion de l’alliage étain + plomb qu’est la soudure). Les interstices entre les fils aspirent la soudure, qui disparaît ainsi de l’endroit où l’on n’en veut plus. Elle est vendue sous la forme de petites bobines de quelques mètres (figure 1). Le mode d’emploi est enfantin. On se souviendra que la fluidité de la soudure est la meilleure lorsqu’elle est à bonne température. Ne pas utiliser, partant, de fer à souder de puissance trop faible et opter pour une température de 350 °C au moins. Il ne reste donc plus qu’à faire en sorte que la tresse à dessouder soit à une température supérieure à celle de l’emplacement de soudure sachant que l’étain s’écoulera vers l’endroit le plus chaud.
Voici comment procéder :
➧ Positionner un morceau de tresse à dessouder propre sur la soudure à défaire et poser le fer à souder sur la tresse.
➧ Appuyer avec une certaine force sur le fer à souder pour établir un bon contact thermique (figure 2). La soudure remonte par capilarité dans la tresse.
➧ Une fois qu’elle est saturée, la tresse à dessouder cesse, bien entendu sinon elle n’est pas saturée, d’aspirer la soudure. La couleur de la tresse passe de sa couleur cuivre d’origine à une couleur de plus en plus gris métallique au fur et à mesure qu’elle aspire plus de soudure (figure 3).
Il peut être nécessaire, si l’on veut obtenir un point de soudage bien propre. C’est-à-dire dans le cas présent, parfaitement débarrassée de toute trace de soudure– de devoir recommencer cette opération une seconde fois. La première étape consiste à enlever le plus de soudure possible.
Avec un peu d’entraînement il devient ensuite possible de faire glisser la tresse sous le fer tout en maintenant ce dernier à l’endroit où il se trouve. On élimine les dernières traces de soudure à l’aide d’un morceau de tresse tout neuf. Il peut également être nécessaire de rajouter un rien de soudure fraîche sur une vieille soudure pour faciliter la fusion du vieux point de soudure.


Fondant:
- Une fois que l’on a une certaine expérience de la mise en œuvre de la tresse à dessouder, on aura vite fait de s’apercevoir que cette approche ne se passe bien qu’à condition qu’il y ait encore suffisamment de fondant.
De la soudure sans fondant garde sa forme de boulette et refusera obstinément de se laisser aspirer par la tresse à dessouder. Il peut se faire que la tresse ne comporte plus, à un endroit ou un autre, suffisamment de fondant, ce qui peut être dû au pliage répété de la tresse à un endroit donné.
On peut éliminer ce problème par la mise, sur la soudure à supprimer, d’un rien de fondant vendu sous cette forme en petits tubes. On trouve également dans le commerce des petites boîtes de colofonium : il s’agit d’une sorte de résine dont on peut imprégner la tresse.
- On pourra, en raison de la relative compacité de ce produit, utiliser la technique suivante : abaisser la température du fer à souder à 100 ou 150 °C. Si votre fer ne possède pas de thermorégulation, il faudra opérer rapidement. Disposer un morceau de tresse à dessouder sur la surface de colofonium et réchauffer la tresse par le dessus. Ce fondant fondra (une Lapalissade) et partant se verra aspiré par la tresse. Faire glisser la tresse sous un fer à souder fixe. Il est même possible, avec cette technique, de transformer un morceau de câble multibrin quelconque, un câble secteur par exemple, en tresse à dessouder en l’imprégnant de fondant. Solution pratique lorsque l’on n’a pas de tresse à dessouder sous la main ou que l’on trouve qu’elle coûte trop cher.
- Une fois que l’on a une certaine expérience de la mise en œuvre de la tresse à dessouder, on aura vite fait de s’apercevoir que cette approche ne se passe bien qu’à condition qu’il y ait encore suffisamment de fondant.
De la soudure sans fondant garde sa forme de boulette et refusera obstinément de se laisser aspirer par la tresse à dessouder. Il peut se faire que la tresse ne comporte plus, à un endroit ou un autre, suffisamment de fondant, ce qui peut être dû au pliage répété de la tresse à un endroit donné.
On peut éliminer ce problème par la mise, sur la soudure à supprimer, d’un rien de fondant vendu sous cette forme en petits tubes. On trouve également dans le commerce des petites boîtes de colofonium : il s’agit d’une sorte de résine dont on peut imprégner la tresse.
- On pourra, en raison de la relative compacité de ce produit, utiliser la technique suivante : abaisser la température du fer à souder à 100 ou 150 °C. Si votre fer ne possède pas de thermorégulation, il faudra opérer rapidement. Disposer un morceau de tresse à dessouder sur la surface de colofonium et réchauffer la tresse par le dessus. Ce fondant fondra (une Lapalissade) et partant se verra aspiré par la tresse. Faire glisser la tresse sous un fer à souder fixe. Il est même possible, avec cette technique, de transformer un morceau de câble multibrin quelconque, un câble secteur par exemple, en tresse à dessouder en l’imprégnant de fondant. Solution pratique lorsque l’on n’a pas de tresse à dessouder sous la main ou que l’on trouve qu’elle coûte trop cher.
Karel Walraven © Elektor 2000
Recherche sur le site
Recherche sur le web, axée sur l'électronique

L'ensemble du contenu de ce site (y compris les images, les photos, les fichiers et les documents téléchargeables), est protégé par les droits d'auteur et la propriété intellectuelle.
![[]](http://m3.moostik.net/img/?pseudo=kiki54200&cpt=Comment_dessouder&option=invisible)

